
Fűtési módszer kovácsolt alkatrészek lángfelületi kioltására
A kovácsolt láng felülethűtésének fűtési módja nagyjából hasonló az indukciós felületfűtéshez, amely szintén fix módszerre és folyamatos mozgó fűtési módra oszlik. A rögzített módszernél a lángfúvókával lángot lehet szórni a helyi felületrekovácsolás, és a fúvóka az oltási hőmérséklet elérése után eltávolítható és vízpermetezéssel (vagy sűrített levegővel) hűthető. A fix módszernél a lángfúvóka is rögzíthető pozícióban (vagy több fúvóka a kovácsolás körül) és a kovácsolt anyagok forognak, oltási hőmérsékletre hevítve szórófejes hűtővízzel.
Folyamatos mozgó fűtési módszer a fúvóka hűtővíz fúvókával történő mozgatása a kovácsolt fűtőfelületen, melegítés közben hűtési oltás.
Az óralángok láthatják, hogy három részre oszlik: a fúvóka közelében a sötétebb rész, mint a lángmag, oxigénből és annak bomlógázából áll, a hőmérséklet alacsony, a külső redukciós zóna fehérre, ez a magas láng hőmérsékletű zóna ( 3100 â-ig), gyorsan ki tudja alakítani a fém melegítését, olvasztását, akár külsővé is teszi a teljes égési zónát, a hőmérséklet alacsonyabb volt, mint a redukciós zónáé.
Folyamatos mozgó fűtési módszer a fúvóka hűtővíz fúvókával történő mozgatása a kovácsolt fűtőfelületen, melegítés közben hűtési oltás.
Az óralángok láthatják, hogy három részre oszlik: a fúvóka közelében a sötétebb rész, mint a lángmag, oxigénből és annak bomlógázából áll, a hőmérséklet alacsony, a külső redukciós zóna fehérre, ez a magas láng hőmérsékletű zóna ( 3100 â-ig), gyorsan ki tudja alakítani a fém melegítését, olvasztását, akár külsővé is teszi a teljes égési zónát, a hőmérséklet alacsonyabb volt, mint a redukciós zónáé.
A belső réteg hőjét a felület vezeti, amikor a lángot felmelegítik. Annak érdekében, hogy a kovácsolást egy bizonyos mélységben gyorsan kioltási hőmérsékletre felmelegítsük, fenn kell tartani a felület magas hőmérsékletét, ami gyakran túl magas felületi hőmérsékletet, durva szemcsét és még az égés jelenségét is megnöveli.
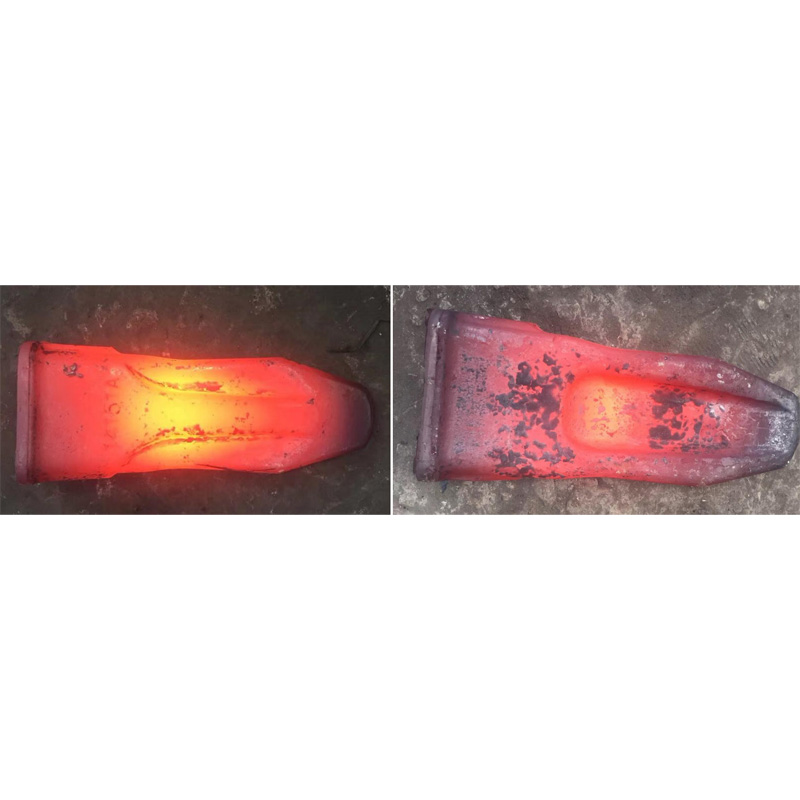
ezt a vödörfogat a Tongxin precíziós kovácsoló cég gyártja
Kérdés küldése



X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat